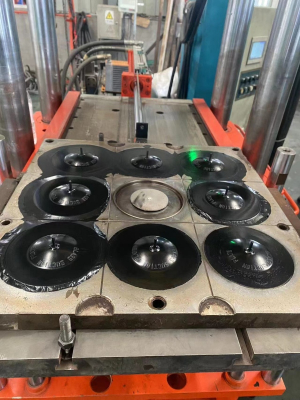
Пресс-форма для литья силиконовой резины
Формы для литья под давлением силиконового каучука используются в отраслях, где необходимы изделия из силиконового каучука, таких как автомобилестроение, электроника, медицина и потребительские товары. Формы предназначены для того, чтобы выдерживать высокие температуры и давления, связанные с процессом литья силиконовой резины под давлением, и имеют решающее значение для производства высококачественных деталей из силиконовой резины сложной формы и мелких деталей.
Пресс-форма для литьевой машины для силиконовой резины — это особый тип формы, используемый в машинах для литья под давлением силиконовой резины. Литье силиконовой резины под давлением — это производственный процесс, используемый для производства деталей или изделий из материалов силиконовой резины.
Вот общий обзор того, как работает пресс-форма для литья силиконовой резины:
Проектирование пресс-формы. Первым шагом в этом процессе является проектирование пресс-формы, которая будет использоваться в машине для литья силиконового каучука. Пресс-форма обычно изготавливается из высококачественной стали, и ее конструкция будет зависеть от конкретной формы и требований изготавливаемого продукта.
Подготовка пресс-формы: после того, как проект пресс-формы завершен, она изготавливается или обрабатывается в соответствии со спецификациями. Это включает в себя резку, резьбу и полировку поверхностей формы для достижения желаемой формы и отделки.
Установка формы: подготовленную форму затем устанавливают в машину для литья силиконового каучука. Это включает в себя установку формы в зажимную систему машины и ее правильное выравнивание.
Приготовление силиконового каучука: материал силиконового каучука получают путем смешивания основного силиконового соединения с дополнительными добавками, такими как отвердители, красители или наполнители. Смесь тщательно гомогенизируют в смесительной камере или месильной машине для достижения однородной смеси.
Процесс литья: затем силиконовый резиновый материал впрыскивается в полость формы через инжекторное сопло или литник. Инъекцию можно производить при высоком или низком давлении, в зависимости от конкретных требований создаваемой силиконовой детали. Силиконовая резина заполняет полость формы и принимает ее форму.
Отверждение и охлаждение: после того, как силиконовый каучук впрыскивается в форму, он подвергается процессу отверждения. Это можно сделать с помощью нагрева или других методов отверждения, таких как УФ-отверждение или химическое отверждение. Процесс отверждения позволяет силиконовому каучуку затвердеть и приобрести желаемые физические свойства. После стадии отверждения форме дают остыть, что дополнительно способствует затвердеванию силиконовой резины.
Выталкивание: после полного отверждения и охлаждения силиконовой резины форма открывается, и готовая силиконовая деталь выбрасывается из полости формы. Выброс можно облегчить с помощью механических систем, таких как выталкивающие штифты или воздушные потоки, которые помогают освободить деталь от поверхностей формы, не вызывая каких-либо повреждений.

МодельРазмер_ _ |
ЛБП-20Л |
ЛБП-200Л |
ЛБГ-4Л |
ЛБГ-6Л |
ЛБГ-10Л |
ЛБГ-20Л |
ЛБГ-40Л |
Объем впрыска ( ( л) |
никто |
никто |
4 |
6 |
10 |
20 |
40 |
Выходное давление резины ( МПа) |
0-25 |
0-25 |
0-25 |
0-25 |
0-25 |
0-25 |
0-25 |
Выходная скорость резины |
0-2 |
0-4 |
0-6 |
0-6 |
0-6 |
0-6 |
0-6 |
Объем материала ( л ) |
20 |
200/20 |
200/20 |
200/20 |
200/20 |
200/20 |
200/20 |
Внутренний диаметр ствола ( мм ) |
280 |
571,5/280 |
571,5/280 |
571,5/280 |
571,5/280 |
571,5/280 |
571,5/280 |
Установленная мощность ( кВт) |
3 |
3 |
4,5 |
4,5 |
4,5 |
4,5 |
4,5 |
Размер машины ( мм ) |
1,1x0,8x1,7 |
1,6х1,4х1,8 |
2,2x1x2,3 |
2,7x1,5x2,3 |
2,7x1,3x2,7 |
1,9x1,3x3 |
3,1х1,5×3,4 |
Вес машины ( тонны) |
1 |
1,5 |
2,5 |
3 |
3,5 |
4 |
5 |